

怎样计算冲压件的使用吨位
1、计算冲压吨位:(无斜刃口冲芯)公式:冲芯周长(mm)*板材厚度(mm)*材料的剪切强度(mm)冲切力(mm)如果换算成公吨:用KN / 81冲芯周长---任何形状的各个边长总长材料厚度---指冲芯要冲孔穿透的板材的厚度材料的剪切强度---板材的物理性质,由板材的材质所决定,可在材料手册中查到。
2、计算冲压件的使用吨位通常是根据经验估算的。例如,对于一个直径90mm、8mm厚的圆法兰盘,估算公式为90×14×8×5,其中“5”代表常数项,反映板材的硬度。对于方形冲压件,冲压力计算公式为边长×4×5×厚度;而对于长形冲压件,公式为边长×边长×2×5×厚度。这些就是冲床使用的吨位估算方法。
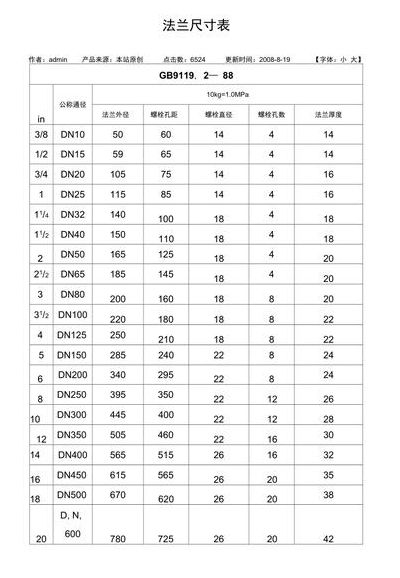
3、计算冲压件的使用吨位通常都是根据经验估算出来的。估算方法,比如一个直径90mm的圆法兰盘,8mm厚的冲压件:公式就是90×14×8×5得出来的就是冲压力。5代表的是常数项,板材的硬度。其他的诸如,方形冲压件冲压力:就是,边长×4×5×厚度。长形是:边长×边长×2×5×厚度。
4、计算冲压件所需的吨位通常依赖于经验值。例如,对于一个直径90mm、厚度8mm的圆法兰盘,可以使用公式90×14×8×5来估算所需的冲压力,其中“5”是一个常数,代表板材的硬度。对于方形冲压件,冲压力可以通过边长×4×5×厚度的公式计算;而对于长形件,则是边长×边长×2×5×厚度。
法兰的加工工艺
锻造法兰的生产工艺流程主要由选取优质钢坯下料、加热、成形、锻后冷却组成。根据锻件质量与生产批量的不同,选择不同的锻造方法。自由锻生产率较低,加工余量大,工具简单通用,适用于单件和小批量生产。其设备包括空气锤、蒸汽-空气锤和水压机,分别用于生产小型、中型和大型锻件。
法兰盘加工工艺主要包括铸造、锻造、车削、钻孔和热处理等步骤。铸造是法兰盘加工的第一步,通过铸造可以得到法兰盘的初步形状。在铸造过程中,需要控制好铁水的温度和化学成分,以保证铸件的质量和性能。铸造完成后,还需要进行清理和检验,去除铸件表面的杂质和缺陷。
割制法兰是在中板上直接切割出法兰的留有加工量的内外径及厚度的圆盘,再进行螺栓孔及水线的加工,此类法兰的最大直径受限于中板的幅宽。卷制法兰的工艺是用中板割条子然后卷制成圆,多用于大型法兰的生产。卷制后进行焊接,压平,再进行水线及螺栓孔的加工。
除了铸造和锻造,割制和卷制也是法兰片生产的常用方法。割制法兰片是在中板上直接切割出留有加工量的内外径及厚度的圆盘,再进行螺栓孔及水线的加工。而卷制工艺则适用于大型法兰片的生产,通过将中板割条子后卷制成圆,再进行焊接、压平以及水线和螺栓孔的加工。
铸造法兰和锻造法兰 铸造法兰工艺加工:将所选原材料钢材放入中频电炉熔炼,使钢水温度达到1600-1700℃;将金属模具预加热到800-900℃保持恒温;起动离心机,将钢水注入预热后金属模具;铸件自然冷却到800-900℃保持1-10分钟;用水冷却至接近常温,脱模取出铸件。
离心法兰的生产工艺流程包括将钢材放入中频电炉熔炼至1600-1700℃,预热金属模具至800-900℃保持恒温,启动离心机将钢水注入模具,待铸件冷却到800-900℃保持1-10分钟后用水冷却至接近常温,脱模取出铸件。锻造法兰的生产工艺流程通常包括选取优质钢坯下料、加热、成形和锻后冷却。
锻造法兰厂家信息介绍
盐山县鑫茂管件制造有限公司是专业生产锻造法兰、孟村法兰,弯头,管件产品的大管道配套厂商。
位于山西省定襄县的定襄县康达法兰锻造有限公司成立于1988年,原名康达重型机械锻造厂,1998年正式转型为现在的公司,是一家民营企业,具有独立法人资格。
锡兰:无锡市法兰锻造有限公司创建于1984年,是江苏神通i阀门股份有限公司的子公司,主要经营法兰、石化设备配件的制造、加工、研发,是国内较早、具有规模的法兰生产、压力容器用锻件制造专业厂家之一。
简介:浙江柯庆法兰锻造有限公司浙江柯庆法兰锻造有限公司(原名衢州市城南法兰厂)创建于1994年,系民营企业,具有独立法人资格,是一家专业从事锻造法兰加工的生产企业,也是浙西地区唯一取得浙江省质量技术监督局颁发的压力管道元件(法兰)制造许可证的公司。
简介:定襄县昕坤法兰锻造有限公司拥有自由进出口权、通过ISO9001-2000质量体系认证。本公司位于中国锻造之乡山西省定襄县境内佛教圣地五台山脚下,交通便利,资源丰富,通讯快捷,地理位置十分优越。
洗衣机法兰盘加工方法
1、面板加工 面板加工是洗衣机法兰盘加工中一个重要的环节。首先需准备好材料,包括铁板、不锈钢板等。在进行面板加工前,需要根据洗衣机法兰盘的尺寸要求,将铁板或不锈钢板裁切成所需的尺寸,然后将其放在刨床上,用车刀把板面轧平。
2、检查法兰盘是否松动 当洗衣机使用一段时间后,法兰盘可能会松动。如果发现水从法兰盘漏出,那么就需要检查一下法兰盘是否紧固,如果不紧实,可以使用扳手将其拧紧。清洁法兰盘 法兰盘中可能会堆积沙子、碎屑等物质,这些物质会导致法兰盘堵塞。因此需要定期清洁法兰盘。
3、你所说的洗衣机内筒固定法兰是无法拆卸的,它与内桶铸造成为一体,若有生锈掉锈片的问题可通过拆出内桶并对法兰盘做清洁、去锈片处理,干燥后用油漆刷或布粘上防锈漆进行处理,待干燥后再装上内桶并锁上波轮即可。
4、洗衣机脱水不平衡根据不同的原因有不同的处理方法:因为脱水桶和洗涤桶之间有杂物,只要将杂物清除即可。因为脱水桶平衡圈破裂或漏液,使脱水桶转动时失去平衡作用,只要更换平衡圈即可解决。因为脱水桶法兰盘紧固螺钉松动或破裂,只要紧固或更换法兰盘即可。
5、拆洗洗衣机离合器法兰盘方法:从飞轮上拆下离合器盖与飞轮连接螺栓,可从飞轮上取下离合器盖及压盘总成。 注意:若螺栓上装有平衡块,应在离合器盖、平衡块上打上标记,以便原位装复,以免破坏曲轴总成的动平衡。
钢结构件生产厂家
1、天津有许多钢结构加工厂生产厂家,包括但不限于天津市瑞隆钢结构工程有限公司、天津林枫钢结构工程有限公司等。这些厂家提供专业的钢结构设计、生产、加工和施工服务,拥有丰富的经验和先进的技术设备。例如,中国五冶集团在天津设有钢结构加工厂,位于旭日街9号,专门从事钢结构的加工生产。
2、广西钢结构加工厂生产厂家主要包括广西五鸿钢结构科技有限公司、崇左防城港的柳州市正志钢结构制品有限公司、藤县鼎立钢结构有限公司等。
3、南京有多家钢结构加工厂生产厂家,包括但不限于南京仁创钢材加工有限公司、江苏国川建设有限公司、南京奥泽钢结构制造有限公司、南京宏安钢结构有限公司和南京杰泰钢结构工程有限公司等。这些公司规模不同,有的拥有数百名员工,具备强大的生产和技术能力。
轻型井点怎样施工的呢?
1、套管法施工成孔可保证井点周围滤料层的厚度和质量,施工时用吊车将套管吊装就位,然后开动水泵抽水,当套管下沉时,逐渐加大水泵的压力,同时可将套管上下起落加大冲击速度,水泵工作水压一般2~5MPa。
2、水冲法是轻型井点施工的主要方法之一。根据测量放线确定的井点位置,在井位先挖一个小土坑,深大约500mm,面积约0.5m,用水沟将小坑与排水沟或集水坑连接。使用简易三脚架移到井点位置,将直径50~70mm的冲管水枪对准井点位置,启动高压水泵,水压控制在0.4~0.8MPa。
3、轻型井点的施工流程依据预先制定的方案展开,涉及“三通”设备的布局以及现场材料的准备。设计人员根据降水设计确定井点位置,并规划排水沟,随后施工方可开始作业。轻型井点的成孔方式多样,包括水冲法、钻孔法、套管法、射水法和套管水冲法。
4、测量放线确定井点位置,挖土坑,深约500mm。用绞车将简易井架移到井点位置,启动高压水泵,冲击孔沉管,沉管时间根据土壤情况调整。井孔冲击成型后,拔出冲击管,用绳索提起井点管插入井孔,填灌砂石滤层。(三)冲洗井管 将胶管插入井点管底部进行注水清洗。
")
")
")
")



