

油漆的国家标准是什么
油漆的国家标准是什么油漆的国家标准定义为以有机溶剂为介质或高固体、无溶剂的油性漆。国家标准(GB 5201)在色漆和清漆词汇标准的基{HotTag}本术语中,涂料是被这样定义的:涂于物体表面能形成具有保护、装饰或特殊性能(如绝缘、防腐、标志等)的固态涂膜的一类液体或固体材料之总称。
油漆的国家标准主要包括GB、HG等标准。其中,GB代表国家标准,HG代表化工行业标准。这些标准对油漆的各项指标进行了详细规定,确保了油漆产品的质量和安全性。详细解释 油漆的国家标准概述 油漆作为广泛应用于建筑、家具、汽车等行业的重涂料,其质量直接关系到人们生活和工作的安全。
油漆国标是指国家针对油漆产品所制定的统一标准。详细解释如下:国标定义 油漆国标,即针对油漆产品的国家标准,是为了保证油漆产品的质量和性能而制定的一套规范。这些标准是由国家权威机构制定,并在全国范围内强制执行。
墙面漆的环保标准源于国家制定的GB1852-2001标准要求。标准规定:墙面漆挥发性有机化合物VOC(g/L)≤200;游离甲醛(g/KG)≤0.1;可溶性铅(mg/kg)≤90;可溶性镉(mg/kg)≤75;可溶性铬(mg/kg)≤60;可溶性汞(mg/kg)≤60。也就是,墙面漆的关键环保指标有三项:VOC、游离甲醛、重金属。
属于有机化工高分子材料,所形成的涂膜属于高分子化合物类型。按照现代通行的化工产品的分类,涂料属于精细化工产品。现代的涂料正在逐步成为一类多功能性的工程材料,是化学工业中的一个重要行业。
油漆喷涂国家标准要求,工件表面必须彻底除锈,且不允许有腻补或喷涂痕迹。 腻子层的厚度应控制在3mm以内,在面积大于0.01平方米的范围内进行测量。 腻子层应无缝隙、开裂或脱落的现象,确保表面平整。 边缘和角落需要处理得平整、光滑,并且过渡自然。
船舶涂料涂装工艺要求
船舶涂装施工遵循一系列严格的规定。首先,喷涂方法适用于船体外板、甲板、甲板室外板、舷墙内外以及机舱舵桨花钢板等区域。在进行喷漆前,手工焊缝、角焊缝和型材背面等需要预先进行预涂处理。对于其他部位,如非喷涂区域,采用刷涂和辊涂的方式。
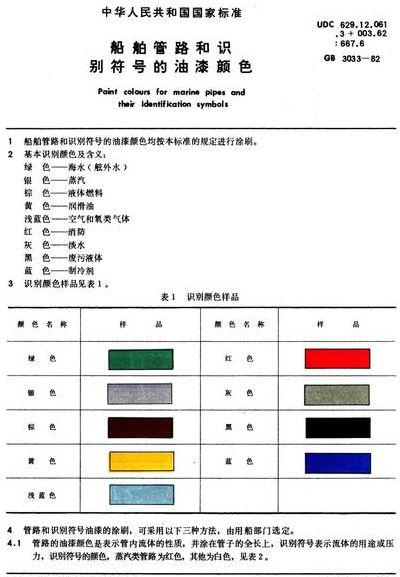
船舶的水下部位往往需要进行阴极保护,因此,用于船体水下部位的油漆需要有较好的耐电位性、耐碱性。以油为原料或以油改性的油漆易产生皂化作用,不适合制造水线以下用的油漆。船舶从防火安全角度出发,要求机舱内部、上层建筑内部的油漆不易燃烧,且一旦燃烧时也不会放出过量的烟。
船舶涂装工艺有着严格的要求,以确保船舶表面的防腐和美观。首先,船体原材料在下料前需进行抛丸或喷砂处理,达到瑞典Sa5级除锈标准,并立即涂装富锌车间底漆。已涂有底漆的船体表面,如有缺陷需按附表1进行处理,并确保符合相关标准(CB*3230-85)的要求。
船体涂装的施工方法按下列要求进行: 船体外板、甲板、甲板室外板、舷墙内外、机舱舵桨花钢板以上部位采用喷涂方法进行。 对手工焊缝、角焊缝、型材背面、自由边先行预涂,方可喷漆。 其他部位采用刷涂和辊涂方法进行。 应严格按照《船体各部分油漆牌号、涂层数、干膜厚度一览表》进行施工。
船舶涂装工船舶涂装工艺要求
船舶涂装施工遵循一系列严格的规定。首先,喷涂方法适用于船体外板、甲板、甲板室外板、舷墙内外以及机舱舵桨花钢板等区域。在进行喷漆前,手工焊缝、角焊缝和型材背面等需要预先进行预涂处理。对于其他部位,如非喷涂区域,采用刷涂和辊涂的方式。
船舶涂装工艺有着严格的要求,以确保船舶表面的防腐和美观。首先,船体原材料在下料前需进行抛丸或喷砂处理,达到瑞典Sa5级除锈标准,并立即涂装富锌车间底漆。已涂有底漆的船体表面,如有缺陷需按附表1进行处理,并确保符合相关标准(CB*3230-85)的要求。
涂装施工应在温度5~30℃,相对湿度低于85%的环境下进行。下雨、有雾或船体蒙水汽、霜雪时,不应在室外涂装。大风、灰尘较多时也不宜涂装。钢板温度应高于露点3℃,气温不低于涂料干燥规定的最低温度。铝质、镀锌表面或其他特殊材质表面应选用专用涂料,如锌黄底漆,不允许涂装含有铜、汞、铅颜料的底漆。
船舶的涂装工艺流程包括:原材料抛丸流水线预处理、涂装车间底漆、钢材落料、加工、装配、分段预舾装、分段二次除锈、分段涂装、船台合拢、舾装、船台二次除锈、二次涂装、船舶下水、码头二次除锈、涂装以及交船前坞内涂装等步骤。从涂装工艺程序可以看出,涂装作业贯穿了整个造船过程。
不得在潮湿表面涂装。 湿度在85%以上,室外温度高于30℃、低于-5℃;钢板表面温度低于露点3℃,不能进行涂装作业。 不得在灰尘较多或污染严重的环境下施工。
")
")
")
")



