

数控车床程序字母和序号代表什么
1、数控车床上的字母符号具有特定的功能,这些功能覆盖了从程序输入、输出到机床操作的各个方面。例如,INPUT用于输入程序代码,OUTPUT则用于输出程序指令,OFFSET则用于储存刀具长度或半径补偿值。PRGRM显示程序内容,ALARM显示警报信息,POS显示当前坐标,DGONS PARAM则用于显示自我诊断及参数功能。
2、P可以表示暂停时间或功能开始顺序号,在特定情况下用于控制程序的暂停。Q在某些系统中用于表示固定循环终止段号。R常用于指定固定循环中的定距或圆弧半径。S代表主轴功能,控制着主轴的转速。而T则是刀具功能,用于指定加工过程中所使用的刀具。
3、数控车床操作键盘上的26个字母各自承载着特定的功能和指令,这些指令在数控编程和机床操作中起着至关重要的作用。以下是对这些字母含义的简要说明:G**:代表准备功能,用于指令动作方式,如直线插补、圆弧插补等。M**:表示辅助功能,涉及机床的M代码指令,如程序停止、冷却液开/关等。
机床代码怎么看,有哪些?
A:类别代号。C车床,Z钻床,T镗床,M,2M,3M磨床,Y齿轮加工机床,S螺纹加工机床,X铣床,B刨床,L拉床,D电加工机床,G切割机床,Q其它机床 B:通用类别代号或结构特性代号。
举两个车床代码为例:C是车床的类别代码,它是车床汉语拼音‘车’字的第一个之母。
M代码 辅助功能包括各种支持机床操作的功能,像主轴的启停、程序停止和切削液节门开关等等。资料拓展:数控车床是目前使用较为广泛的数控机床之一。
我们在使用数控加工中心的过程中,最常见的数控代码有两种,一种是G代码,一种是M代码。G代码:准备功能, 控制机床动作(比如G00快速移动)M代码:辅助功能, 辅助机床动作。
数控车床的G、M、F、S、T各代表准备功能、辅助功能、进给速度、主轴转速和刀具功能。在数控车床编程中,这些字母代码扮演着至关重要的角色,它们共同控制着机床的运动和操作。G代码:G代码用于控制机床的运动轨迹和操作模式。它规定了刀具和工件的相对运动方式,如直线插补、圆弧插补等。
数控车床编程代码表
1、M98调用子程序 M99子程序结束返回/重复执行这是普通的指令编程,还有利用变量编制的程序,统宏程序编程 一变量 普通加工程序直接用数值指定G代码和移动距离;例如,GO1和X100.0。使用用户宏程序时,数值可以直接指定或用变量指定。当用变量时,变量值可用程序或用MDI面板上的操作改变。
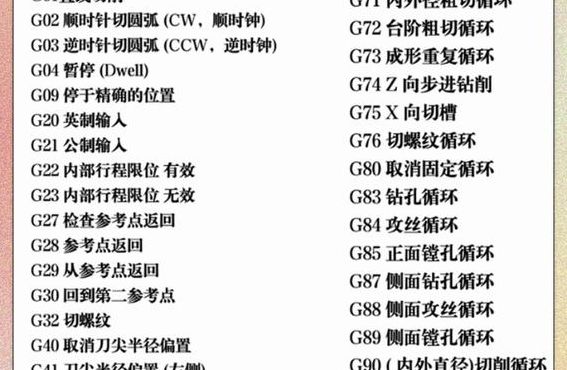
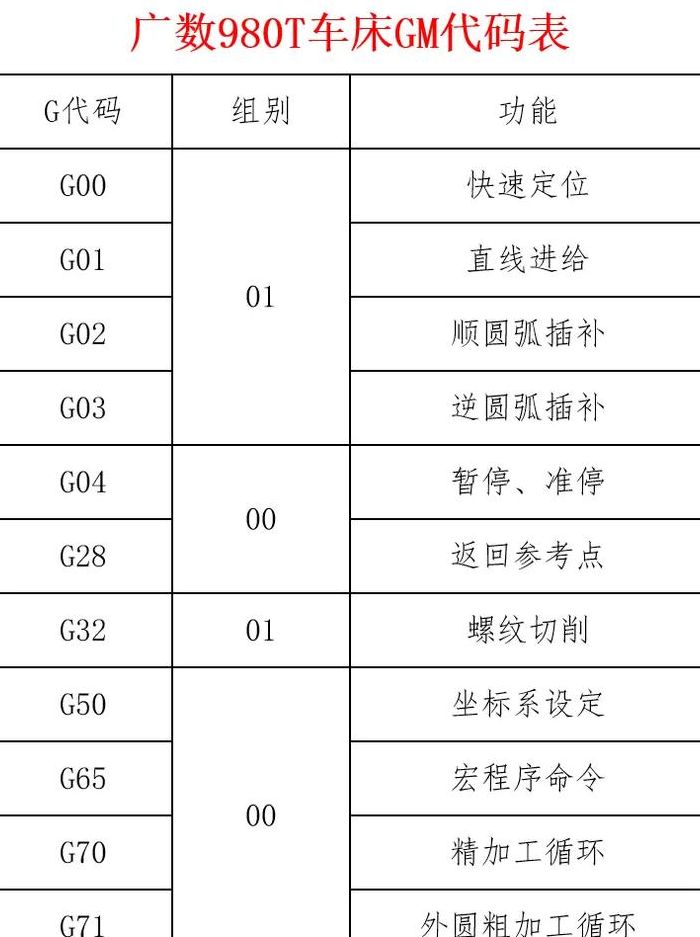
2、M10 M14 控制程序的其他指令。 M08 主轴切削液开,M11 M15 主轴切削液停。 M25 托盘上升,M85 工件计数器加一个,M19 主轴定位,M99 循环所以程式。 G 代码包括:- G00 快速定位。- G01 主轴直线切削。- G02 主轴顺时针圆弧切削。- G03 主轴逆时针圆弧切削。- G04 暂停。
3、数控CNC车床常用G代码包括GGGGG3G7G7G7G7G90、G9G9G9G99。这些代码在编程中有着广泛的应用,具体含义如下:G1代码表示直线插补,用于指定刀具沿直线路径移动。它常用于加工直线轮廓或直线段落。
4、若工件锥面起点坐标大于终点坐标时,R后的数值符号取正,反之取负,该值在此处采用半径编程。如果加工圆柱螺纹,则R=0,此时可以省略。切削完螺纹后退刀按照45退出。
5、M03 主轴正转 M03 S1000 主轴以每分钟1000的速度正转 M04主轴逆转 M05主轴停止 M10 M14 。
6、学习数控车加工编程,掌握以下12个指令代码是关键:G00:快速定位指令,用于使刀具快速移动到指定位置,不进行切削。G01:直线插补指令,使刀具沿直线进行切削移动。G02:顺时针圆弧插补指令,使刀具沿顺时针方向进行圆弧切削。G03:逆时针圆弧插补指令,使刀具沿逆时针方向进行圆弧切削。
")
")
")
")



