

折弯1件长2000mm,厚3.0mm的不锈钢板,需要多大吨位的折弯机。
按Q235铁板计算,自由折弯的压力需求为48吨左右,但不锈钢的抗拉强度要比Q235大得多,取系数2,则需要96吨左右,所以最合适的折弯机机型为100吨2500的或者100吨3200的。
关系原理:材料在折弯过程中需要克服其自身的抗变形能力,这就要求折弯机提供足够的压力。更大厚度的材料抗变形能力更强,所以需要更高吨位的折弯机来施加足够压力实现折弯。
自由折弯Q235铁板时,所需的压力大约为48吨。然而,由于不锈钢的抗拉强度远超Q235,建议取系数2,这意味着至少需要96吨的压力。因此,建议选择100吨容量的折弯机,例如2500或3200毫米工作宽度机型。
折弯一块3毫米厚,4.5米长的钢板需要多少吨位的折弯机才能操作??
mm 长度5m的板料可以选择100吨5m即可完成。我简单介绍一下计算方法:65*(板厚*板厚)*板料长度 除以折弯槽宽=所需吨位 (板厚、槽宽单位是mm,板料长度单位是m) 得出的是109吨~~只需加大系统压力即可,若要购买125T4500的话价格会增加不少。
常见对应关系:例如,63吨的折弯机通常可用于折弯厚度在3毫米左右的普通钢板;100吨的折弯机大概能处理4 - 5毫米厚的钢板;200吨的折弯机则可应对8 - 10毫米厚的钢板 。不过,这只是大致范围,实际能折弯的厚度还受材料材质、折弯长度等因素影响。
板料折弯力计算公式:P=650×S×S×L / V(抗拉强度=450N/平方毫米)P--折弯力(千牛)S--板厚(毫米)L--板宽(米)V--下模槽宽(mm),一般是板厚的8倍。超过10个厚的板, V一般是板厚的10倍。

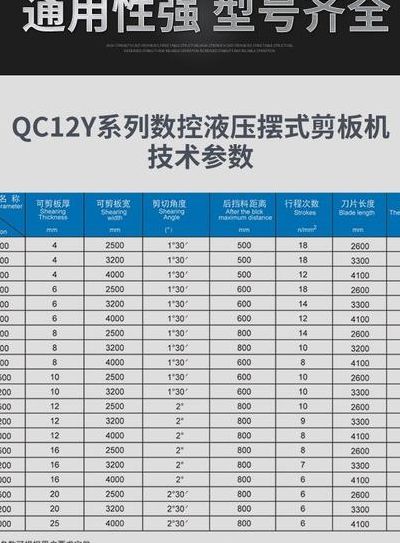
QC12Y剪板机如何挑选剪板机
如果弯曲半径小于材料厚度,需要使用前端圆角半径小于材料厚度的凸模,并采用压印弯曲法,这需要大约是自由弯曲压力的10倍。弯曲精度要求是选择折弯机类型(CNC或手动)时需要考虑的因素。CNC折弯机的滑块重复精度为±0.0004英寸,适用于对弯曲精度要求极高(±1°且不能变动)的场合。
在选购期间,应注意以下几点:根据自己的需求参数,确定购买机器的规格参数,同时也要考虑到以后扩大企业规模后的需求留有一定余量确定机器的参数,山西QC12Y剪板机,山西QC12Y剪板机。
总体来说,这些设备在尺寸、剪切能力及适应性上都表现优秀。
剪12mm厚不锈钢,宽3200mm,需要选用25*3200的闸式剪板机。因为不锈钢的硬度比较硬。闸式剪板机采用框架结构采用全钢焊接;四角八面直角导轨、精度高,刚性好,并采用液压预紧。
外形方面,液压摆式剪板机通常配备有弧形刀口,以便于进行弧形剪切。而闸式剪板机则采用垂直刀口,适合垂直剪切。内部构造上,液压摆式剪板机采用了液压驱动系统,能够实现更精确的剪切控制。闸式剪板机则主要依靠机械传动,剪切精度相对较低。
举例来说,一款型号为QC12Y-6×2500的液压摆式剪板机,能够轻松应对6×2500规格的碳钢剪切任务。然而,当目标变为不锈钢时,其性能便显得逊色许多。为了确保剪切质量和效率,该剪板机的最大剪切规格被限制在4×2500的范围内,以适应不锈钢材料的特性。不锈钢和碳钢在许多方面存在显著差异。
剪板机怎么收费?
1、一般是按每刀计费的(与厚度 长度 有关系) 一张0.5厚 长4米的不锈钢板剪一刀收费1元 其它的可以根据当地的消费水平 物价 等等因素而定价。
2、玉溪钢板切割收费板材切割加工的操作工艺在进行自动切割时,吊板材至气割平台上,应调整板材单边两端头与导轨的距离差在5mm范围内。在进行半自动切割时,应将导轨放在被切割板材的平面上,然后将切割机轻放在导轨上。使有割炬的一侧面向操纵者,根据板材的厚度选用割嘴,调整切割直度和切割速度。
3、汽车钣金一般是按面算价格,而且由于钣金会附带喷漆,所以价格会根据你的要求而有变动,建议直接去店内咨询。
4、昆明展轮不锈钢有限公司多年来受到广大客户青睐,经过几年发展,我厂规模不断扩大,现拥有大型的剪板机、数控折弯机、数控大型德国激光切割机、卷板机等设备。公司始终恪守持续创新、与时俱进的理念来满足广大客户的需求,不断升级完善更为科学的行业管理体系和制定更为精良的工艺生产程序。
")
")
")
")



