

如何判断机加工表面粗糙度?
1、表面粗糙度,是指加工表面具有的较小间距和微小峰谷不平度。其两波峰或两波谷之间的距离(波距)很小(在1mm以下),用肉眼是难以区别的,因此它属于微观几何形状误差。表面粗糙度越小,则表面越光滑。表面粗糙度的大小,对机械零件的使用性能有很大的影响。
2、表面粗糙度,是指加工表面具有的较小间距和微小峰谷不平度,其两波峰或两波谷之间的距离(波距)很小(在1mm以下),它属于微观几何形状误差。表面粗糙度越小,则表面越光滑。
3、机械加工件的表面粗糙度检测方法主要有两种:样块对比法和测量仪法。样块对比法操作简便快捷,但检测精度相对较低,在生产现场较为常用。这种方法实际上是通过目测的方式,将待测件与标准样块进行对比。另一种方法是使用粗糙度测量仪。
表面粗糙度标准代号是什么?
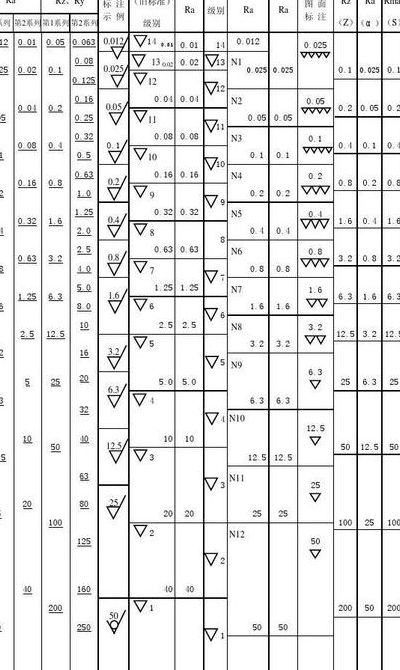
1、表面粗糙的标注方法:N1N1NNNNNNNNNN1。示例如图:表面粗糙度分为粗糙面、半光面、光面、最光面。粗糙面国际标注:N12,Rz200,Ra50。N11,Rz100,Ra25。N10,Rz50,Ra15。表面形状特征:明显可见刀痕、可见刀痕、微见刀痕。
2、表面粗糙度(光洁度)符号及含义:按国标标准在图样上表示表面粗糙度的符号有五种,如下图所示 零件表面粗糙度的评定参数有:(1)轮廓算术平均偏差(Ra)--在取样长度内,轮廓偏距绝对值的算术平均值。Ra的数值及取样长度l见表。
3、国标规定表面粗糙度代号是由规定的符号和有关参数组成 。1)表面粗糙度符号 按国标标准在图样上表示表面粗糙度的符号有五种,见下图。2)表面粗糙度代号 表面粗糙度代号要求标注如:粗糙度参数值、测量时的取样长度值、加工纹理、加工方法等。
纯干货丨五种方法,教你看懂复杂的机械加工图纸
在标注尺寸方面,通常选用设计上要求的轴线、重要的安装面、接触面(或加工面)、箱体某些主要结构的对称面(宽度、长度)等作为尺寸基准。对于箱体上需要切削加工的部分,应尽可能按便于加工和检验的要求来标注尺寸。
正投影法中有基本视图、向视图、局部视图、斜视图、剖视图等类型。剖视图分为全剖视图、半剖视图、局部剖视图、阶梯剖、旋转剖等。断面图则展示零件某处被切断后的形状,附以剖面符号。
以Ra\Rz\Ry三种代号加数字来表示,机械图纸中都会有相应的表面质量要求,一般是工件表面粗糙度Ra0.8um的表面时称作:镜面。
表面粗糙度
1、表面粗糙度(光洁度)符号及含义:按国标标准在图样上表示表面粗糙度的符号有五种,如下图所示 零件表面粗糙度的评定参数有:(1)轮廓算术平均偏差(Ra)--在取样长度内,轮廓偏距绝对值的算术平均值。Ra的数值及取样长度l见表。
2、这是机械加工的表面粗糙度(即光洁度)符号,3表示表面粗糙度不大于3μm(微米)。表面粗糙度是加工表面具有的较小间距和微小峰谷的不平度。其两波峰或两波谷之间的距离(波距)很小(在1mm以下),它属于微观几何形状误差。表面粗糙度越小,则表面越光滑。
3、表面粗糙度和平面度不是一个概念。他们之间没有特殊的联系。表面粗糙度是指加工表面具有的较小间距和微小峰谷的不平度 。其两波峰或两波谷之间的距离(波距)很小(在1mm以下),它属于微观几何形状误差。表面粗糙度越小,则表面越光滑。平面度是指基片具有的宏观凹凸高度相对理想平面的偏差。
一般的表面粗糙度去多少合适
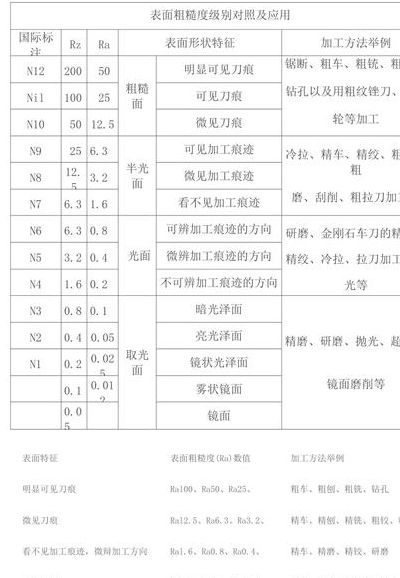
表面粗糙度的合适值取决于具体的加工要求和零件性能。以下是一些常见的表面粗糙度范围及其适用场景:粗加工:Ra100μm、Ra50μm、Ra25μm:适用于粗车、粗刨、粗铣和钻孔等粗加工方法,这些加工方法留下的刀痕较为明显。
表面粗糙度的选择取决于加工后的视觉效果和零件性能。对于明显的刀痕,如Ra100mm、Ra50mm、Ra25mm,适用粗车、粗刨、粗铣和钻孔等粗加工方法。若要求兰显死济、微见刀痕,可以选择Ra15mm、Ra3mm、Ra2mm,这时需要精车、精刨、精铣、粗铰和粗磨等精细处理。
一种是镀硬铬,要先镀镍、再镀铬、(磨削),硬质镀铬表面的粗糙度要达到0.8微米。
一般来说,表面粗糙度(Ra)的值是一个取值范围,而不是一个特定的值。它取决于所使用的测量方法和测量设备的精度。通常,在制造业中,表面粗糙度(Ra)的取值范围通常在0.025至4微米之间。在实际应用中,表面粗糙度(Ra)的值常常会根据实际需要而有所不同。
表面粗糙度值越高,表面越粗糙。6比2的精度高一级。常用的表面精糙度值有:0.0025 、0.0 0. 0. 0. 0. 1 2 50,单位微米。机械图纸上常有:形位公差和表面处理等内容。
轴的配合部位通常是通过磨削加工完成的。一般情况下,表面粗糙度大约在0.8左右。但在较为粗糙的使用环境中,有时也会采用2的粗糙度标准。甚至在一些特殊需求下,粗糙度可以达到0.4甚至0.1。这些变化主要是由使用要求和轴承精度的不同决定的。
")
")
")
")



