

薄板电焊怎样焊接
②对于薄板焊接可采用压马、压铁或四周固定焊法进行刚性固定,以减小焊接变形。长焊缝应采用分段焊接法(如跳焊法)。③定位焊的间距不要过大,要用密点定位焊(每段长约10~15mm)。应采用直流反接法,短弧快速直线焊道。
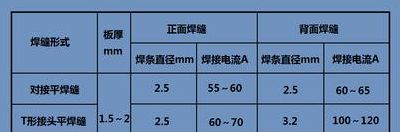
在焊接薄铁皮时,可以选择直流电弧焊机,因为直流电弧焊机的焊接电流稳定,容易控制,可以减少烧穿的风险。此外,选择适当的焊条也很重要,一般选择直径较小的焊条,如5mm或0mm的焊条。
薄件产品焊接,大多数采用二保焊这种焊接方法进行操作 。二保焊的特点就是热量集中,变形量小 。
增大焊接难度。2。使用福尼斯CMT焊机焊接(冷金属熔滴过渡二氧化碳气体保护焊),这种焊机特别适合薄板焊接,但是焊机价格较高。3。采用小电流脉冲氩弧焊。4。手工电弧焊也可以用薄板焊条(小直径)焊接。
薄板电焊采用下坡焊焊接,变形小,熔深浅,另外对口间隙要小,不太建议电流过小,电流过小则熔池停留时间过长,加快焊速,焊脚不宜宽。采用一般的手工电弧焊机焊接薄板。焊接薄板时,母材极易出现熔淤和烧穿现象。
薄板电焊采用下坡焊焊接,变形小,熔深浅,另外对口间隙要小,不太建议电流过小,电流过小则熔池停留时间过长,加快焊速,焊脚不宜宽。手工焊(MMA):手工焊是一种非常普遍的、易于使用的焊接方法。
电焊焊薄板诀窍
焊接薄板:采用焊条电弧焊。引弧:直击法-焊条引弧端与焊件轻磕,提起引弧,保持2-4mm弧长。容易产生气孔。不易掌握。应用于酸性焊条。焊件技术熟练者、焊缝较窄时使用碱性焊条时可以采用。
薄板电焊采用下坡焊焊接,变形小,熔深浅,另外对口间隙要小,不太建议电流过小,电流过小则熔池停留时间过长,加快焊速,焊脚不宜宽。采用一般的手工电弧焊机焊接薄板。焊接薄板时,母材极易出现熔淤和烧穿现象。
。使用福尼斯CMT焊机焊接(冷金属熔滴过渡二氧化碳气体保护焊),这种焊机特别适合薄板焊接,但是焊机价格较高。3。采用小电流脉冲氩弧焊。4。手工电弧焊也可以用薄板焊条(小直径)焊接。
薄铁皮电焊方法: 用较细的焊条。不能直接电焊铁皮,先用较粗一点的铁丝在铁皮上引弧,让焊条和铁丝溶化到铁皮的焊接处后即可将铁皮焊牢! 使用短路引弧电焊方法。
随即将其拉开2-4毫米的保持距离,此时两电极之间便产生电弧。②通过通过加热、加压,或两者并用的电焊方法。③利用铁丝或焊条头放在要焊接位置,用焊条把铁丝或焊条头烧化便可焊主。电流不能太小,多操作便可掌握技巧。
如何焊接薄板?
。使用福尼斯CMT焊机焊接(冷金属熔滴过渡二氧化碳气体保护焊),这种焊机特别适合薄板焊接,但是焊机价格较高。3。采用小电流脉冲氩弧焊。4。手工电弧焊也可以用薄板焊条(小直径)焊接。
初学氩弧焊薄板怎么焊 1,尽量减小焊件之间的缝隙(越紧密越好)。2,如果要填焊丝的话,焊丝一定要细,0.8的就可以了。3,电流一定要小,小到能溶化焊丝就行,大概30A左右,焊机不同,根据各焊机而定。
用电焊机焊薄板材质的方法:使用合适的电焊机,比如ZX7-150等小型逆变电源电焊机。使用合适的电焊条,比如直径5mm的低碳钢电焊条。把电焊机调到50A左右的焊接电流。做好薄铁板的反变形工作。
氩弧焊薄板焊接技巧
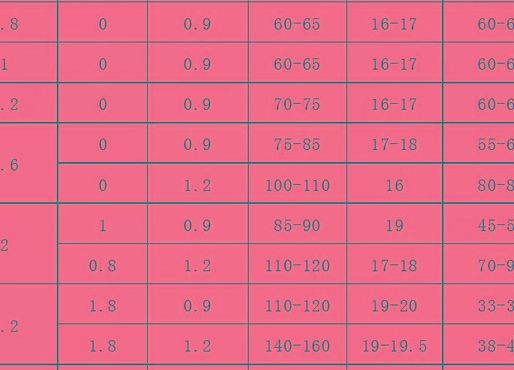
焊接方法:电流不宜过大20~30A即可,电压12~15v,钨级伸出长度为钨棒直径的2~4倍,氩气流量12~18Lmin,组队时尽量采取无缝对接,缝大的情况可以在背面加垫板,控制好焊接速度,同时与焊工水平也有很大关系。
对焊接壳体上的附件如吊耳、垫板和支筋等时应按最小焊脚尺寸焊接,尽量焊时在焊缝背面浇水,以减少变形。对于壳体上焊的附件较多时,应先点焊后再施焊,并视情况焊加强筋。
氩弧焊点焊?焊接前要准备好氩气瓶,将氩气流量计安装在瓶上,然后用气管与焊机后面板上的进气口连接,并确保连接处严密,防止漏气。将氩弧焊枪、气体连接器、电缆快速连接器和控制连接器连接到焊机的相应插座上。
平焊、横焊或仰焊时,多采用左焊法。厚度小于4mm的薄板立焊时,采用向下焊或向上焊均可,板厚大于4mm的焊件,多采用向上焊。
将开关至于氩焊的位置。打开氩气瓶的阀门,调节流量计至所需的流量。打开面板电源开关,电源指示灯亮,机内风机工作。按下焊枪的手柄按钮,电磁阀工作,开始有氩气输出。根据工件厚度,选择焊接电流。
")
")
")
")



