

丝锥规格型号
1、丝锥规格型号,现在我们来看下。常用的型号如下:先端丝锥,螺旋丝锥,挤压丝攻,直槽丝锥,螺帽丝锥,管牙丝锥,车针牙丝锥,内容丝锥,再细分又有左牙,细牙,粗牙,公制,美制,英制等等。
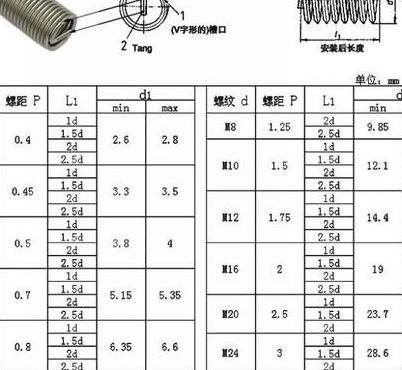
2、丝锥按照规格分:公制丝锥英制丝锥美制丝锥。从4到48的型号应该就是指这种公制丝锥,例如M6丝锥,标准规格M6*1.0丝锥直径大概为6MM螺距也就是牙距是1.0MM。
3、常用的型号如下:先端丝锥,螺旋丝锥,挤压丝攻,直槽丝锥,螺帽丝锥,管牙丝锥,车针牙丝锥,内容丝锥,再细分又有左牙,细牙,粗牙,公制,美制,英制等等。G螺纹与Rp螺纹都是55°圆柱管螺纹。
丝锥有哪些规格?
常用的型号如下:先端丝锥,螺旋丝锥,挤压丝攻,直槽丝锥,螺帽丝锥,管牙丝锥,车针牙丝锥,内容丝锥,再细分又有左牙,细牙,粗牙,公制,美制,英制等等。G螺纹与Rp螺纹都是55°圆柱管螺纹。
建议你找本书看看,因为内容比较多,在此不方便一一表述。
丝锥有很多种规格啊,看你什么规格的丝锥,每一种都不一样的。
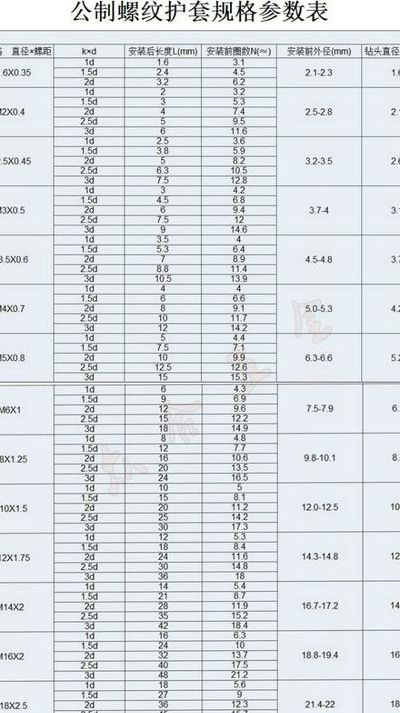
M10*25-B RH7是丝锥的规格信息,其中各个数字和字母的含义如下:M10:表示丝锥适用的螺纹标称直径为10毫米。25:表示螺距为25毫米,即相邻两螺纹之间的距离。
丝锥为一种加工内螺纹的刀具:按照形状可以分为螺旋丝锥和直刃丝锥,按照使用环境可以分为手用丝锥和机用丝锥,按照规格可以分为公制,美制,和英制丝锥,按照产地可以分为进口丝锥和国产丝锥。
丝锥直径多大,底孔直径多大合适??
一般来说用公称直径减螺距等于底孔直径。10-5=5,也就是用5的就好了。螺旋槽丝锥多用于数控加工中心钻盲孔用,加工速度较快,精度高,排屑较好、对中性好。螺尖丝锥前部有容屑槽,用于通孔的加工。
在要求不高的情况下,对于M4的丝攻,底孔可取粗牙Φ3mm(理论小径212mm),细牙Φ5mm(理论小径459mm)。
例如要做成M10的螺母、底孔打眼钻头直径是10-5=5MM。如果要大于10毫米的螺孔、用公称尺寸-(螺距乘0825),就是打底孔的理论尺寸。但在实际操作中为便于攻丝,孔径越大打孔尺寸应略大于理论尺寸0.1-0.4毫米。
即10mm螺丝其标准齿距是5mm,那么钻头直径应为5mm,但一般为便于攻丝会用12mm钻头倒个角。另丝锥直径为10mm。如果是标准螺纹M10*5,螺纹底孔应该用φ5的钻头;丝锥用M10*5的丝锥(没考虑螺纹的精度等级)。
攻螺纹时,丝锥对金属层有较强的挤压作用,使攻出螺纹的小径小于底孔的直径,因此,攻螺纹前的底孔直径应略大于螺纹小径。M6的小径为917mm。
扁顶针的价格是多少?
1、如果产量大就要好材料,耐磨,还要两处做镶件热处理,顶出就用扁顶针做镶块代替,如果产量小在几千个,用最简单的结构厂家制造的话三千,找个附近的小作坊两千也能做。
2、在热处理之前SKD61的硬度约HRC15-20 (HB200~230)。热处理后硬度:内部HRC40-45表面HV1000±100。TD处理后硬度:内部HRC40-45,表面HV2500以上。形状复杂及尺寸变化较大的零件,深冷处理有生产开裂的危险。
3、顶针按形状分为圆顶针、扁顶针;顶针按位置分为平顶针、斜顶针;其作用主要是顶出成型的塑胶件,有时在顶针上也做模穴号的标记。
丝锥型号是怎么分的
1、常用的型号如下:先端丝锥,螺旋丝锥,挤压丝攻,直槽丝锥,螺帽丝锥,管牙丝锥,车针牙丝锥,内容丝锥,再细分又有左牙,细牙,粗牙,公制,美制,英制等等。G螺纹与Rp螺纹都是55°圆柱管螺纹。
2、丝锥有很多种规格,且每种都不一样,具体要看使用什么规格的丝锥。
3、按驱动不同分:手用丝锥和机用丝锥;按加工方式分:切削丝锥和挤压丝锥;按被加工螺纹分: 公制粗牙丝锥、公制细牙丝锥、管螺纹丝锥等;切削丝锥又分:螺旋曹丝锥、螺尖丝锥、直槽丝锥、内容屑丝锥。
4、丝锥分类:按驱动不同分:手用丝锥和机用丝锥 按加工方式分:切削丝锥和挤压丝锥 按被加工螺纹分: 公制粗牙丝锥,公制细牙丝锥,管螺纹丝锥等 根据其形状分为直槽丝锥,螺旋槽丝锥和螺尖丝锥。
")
")
")
")



