

轴类零件加工技术要求及工艺
传动轴的主要表面通常采用车削和外圆磨削成形。由于传动轴的主要表面具有较高的公差等级和表面粗糙度要求,因此在车削后需要进行磨削。外圆表面的加工方案可以是:粗车→半精车→磨削。 确定定位基准 定位基准的选择对于确保零件尺寸和位置精度至关重要。
轴类零件的加工工艺制定需遵循基本原则,如对刀点近的位置先生产加工,离对刀点远的位置后生产加工;先安排内外表面粗加工,后进行内外表面精加工;以使程序流程简洁明了,降低出错概率及提升编程工作效率。
轴类零件的位置精度要求主要是由轴在机械中的位置和功用决定的。通常应保证装配传动件的轴颈对支承轴颈的同轴度要求,否则会影响传动件(齿轮等)的传动精度,并产生噪声。普通精度的轴,其配合轴段对支承轴颈的径向跳动一般为0.01~0.03mm,高精度轴(如主轴)通常为0.001~0.005mm。
轴类零件的技巧请求、材料和毛坯装轴承的轴颈和装传动零件的轴头处表面,一般是轴类零件的重要表面,其尺寸精度、外形精度(圆度、圆柱度等)、地位精度(同轴度、与端面的垂直度等)及表面粗糙度请求均较高,是在制定轴类零件机械加工工艺规程时,应着重考虑的因素。
轴的支承和精度要求 轴用轴承支承,轴颈是装配基准,其表面粗糙度和位置精度要求较高。 轴类零件的其他技术要求 包括表面粗糙度、相互位置精度、几何形状精度和尺寸精度等。以上内容提供了轴类零件加工工艺流程的详细说明,以及相关的额外信息,有助于更好地理解和掌握轴类零件的加工技术。
分析加工要求:在轴类零件的数控车削加工工艺中,首先需要对加工要求进行分析。这包括对零件的设计图纸、技术要求和加工限制的详细理解。 确定加工步骤:基于加工要求,加工步骤需要被明确地确定。这包括决定加工顺序、工序划分和每一步的具体加工方法。
轴类零件的加工工艺制订
1、轴类零件的加工工艺制订 轴类零件是机器中的常见零件,也是重要零件,其主要功用是用于支承传动零部件(如齿轮、带轮等),并传递扭矩。轴的基本结构是由回转体组成,其主要加工表面有内、外圆柱面、圆锥面,螺纹,花键,横向孔,沟槽等。
2、表面粗糙度需根据加工的可能性和经济性来确定,支承轴颈常为0.2~6μm,传动件配合轴颈为0.4~2μm。热处理、倒角、倒棱及外观修饰等要求也需严格遵守。
3、一个零件可以有几种不同的加工方法,但只有某一种较合理,在制订机械加工工艺规程中,须注意以下几点:零件图工艺分析中,需理解零件结构特点、精度、材质、热处理等技术要求,且要研究产品装配图,部件装配图及验收标准。
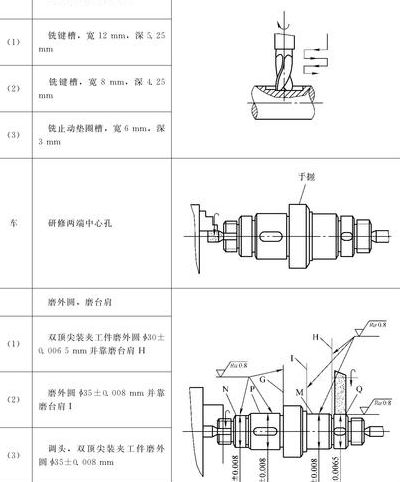
4、零件图样分析 图样显示的是一根减速器中的传动轴。该轴属于台阶轴类零件,由多个部分组成,包括圆柱面、轴肩、螺纹、螺尾退刀槽、砂轮越程槽和键槽等。
5、轴类零件的加工工艺流程 零件图样分析 以减速器中的传动轴为例,该零件由多个部分组成,包括圆柱面、轴肩、螺纹等,具有较高的尺寸和表面粗糙度精度要求,以及热处理要求。 确定毛坯 根据零件材料要求和尺寸,选择合适的毛坯,例如本例中的45钢热轧圆钢。
典型轴类零件加工工艺
1、轴类零件的加工工艺路线会根据具体的要求有所不同,包括材料种类、结构尺寸、加工精度和技术规范等。 对于常规轴类零件,如果没有特殊要求,其一般的加工工艺流程包括以下步骤:- 下料:将原材料切割成所需的轴段长度。
2、工序中应选用符合加工需求的专用设备。例如,车削工序可能需要使用CA6140车床、莫氏3号铰刀、莫氏3号塞规和1:5的环规。工序内容包括按照工艺草图将轴类零件加工至所需尺寸,包括中心孔、锥度和外圆等。
3、零件图样分析 图样显示的是一根减速器中的传动轴。该轴属于台阶轴类零件,由多个部分组成,包括圆柱面、轴肩、螺纹、螺尾退刀槽、砂轮越程槽和键槽等。
")
")
")
")



