

双相不锈钢焊条有什么型号的
使用2205焊条 2205双相不锈钢 由21%铬,5%钼及5%镍氮合金构成的复式不锈钢。它具有高强度、良好的冲击韧性以及良好的整体和局部的抗应力腐蚀能力。双相不锈钢的屈服强度是奥氏体不锈钢的两倍,这一特性使设计者在设计产品时减轻重量,让这种合金比316,317L更具有价格优势。
双相不锈钢焊接常用的焊条包括E220E2594和A402。E2209焊条 E2209是一种双相不锈钢焊条,具有良好的耐腐蚀性能、抗裂纹性能和高的强度,适用于焊接热处理后的双相不锈钢板,特别适用于需要长期耐蚀的情况。
双相不锈钢常用的焊条包括E2209和E2594。E2209型号焊条具有良好的耐腐蚀性能、抗裂纹性能和高的强度,适用于焊接热处理后的双相不锈钢板,特别适用于需要长期耐蚀的情况。E2594型号焊条则具有优异的耐腐蚀性能、高的强度和优良的可加工性能,适用于焊接双相不锈钢板及其他高合金材料。
双相不锈钢焊接常用的焊条包括E220E2594和A402。E2209焊条:E2209是一种常用的双相不锈钢焊条,具有良好的耐腐蚀性能、抗裂纹性能和高的强度,适用于焊接热处理后的双相不锈钢板,特别适用于需要长期耐蚀的场合。
S31803由21%铬,5%钼及5%镍氮合金构成的复式不锈钢。它具有高强度、良好的冲击韧性以及良好的整体和局部的抗应力腐蚀能力。双相不锈钢的屈服强度是奥氏体不锈钢的两倍,这一特性使设计者在设计产品时减轻重量,让这种合金比316,317L更具有价格优势。
不锈钢焊条型号
1、有5种。对低碳钢结构件,一般选用钛钙型的E4303(J422)或E5023(J502)焊条;对要求塑性、韧性及抗裂性较高的重要结构件,选用低氢型E4315(J427)或E5015(J507)焊条。当使用交流焊机焊接时,可选用交直流两用低氢型E4316(J426)或E5016(J506)焊条。
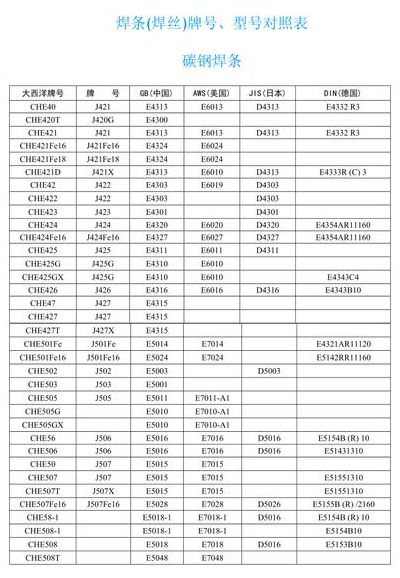
2、焊不锈钢型号的焊条有:E5023焊条,用于低碳钢结构件。E5015焊条,用于塑性、韧性等重要结构件。E5016焊条,用于交流焊机焊接。E4313焊条,对焊缝表面美观、光滑的薄板构件。E4320焊条,用于溶深较大的焊接构件。
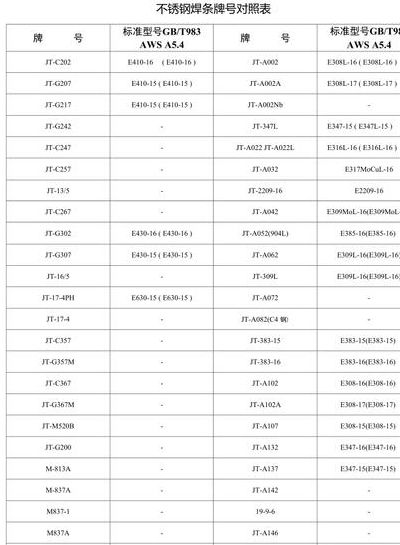
3、具体型号包括但不限于E308L-1E309L-16等。E308L-16型焊条,熔敷金属化学成分为铁素体,适用于含碳量不超过0.06%的不锈钢。适用于全位置焊接,直流正接、反接均可。适用于不锈钢与碳钢的焊接。E309L-16型焊条,熔敷金属化学成分为奥氏体,适用于含碳量不超过0.06%的不锈钢。
不锈钢焊条有几种型号
1、有5种。对低碳钢结构件,一般选用钛钙型的E4303(J422)或E5023(J502)焊条;对要求塑性、韧性及抗裂性较高的重要结构件,选用低氢型E4315(J427)或E5015(J507)焊条。当使用交流焊机焊接时,可选用交直流两用低氢型E4316(J426)或E5016(J506)焊条。
2、不锈钢焊条有五种型号:E430低氢型E431钛型E431氧化铁型E43E4300焊条。对于低碳钢结构件的焊接,通常选用钛钙型的E4303焊条。对于要求具有较高塑性、韧性和抗裂性能的重要结构件,推荐使用低氢型E4315焊条。对于需要焊缝表面美观、光滑的薄板构件,适合选用钛型E4313焊条。
3、在不锈钢焊接中,常用的焊条包括以下几种: 不锈钢包气焊条(E30E30E316等):适用于焊接不锈钢与不锈钢之间的接头,具有良好的耐腐蚀性和抗氧化性能。 不锈钢铁氧体焊条(E430E4304等):适用于焊接不锈钢与碳钢之间的接头,能够提供较高的强度和良好的抗腐蚀性能。
不锈钢焊条型号有哪些?
1、有5种。对低碳钢结构件,一般选用钛钙型的E4303(J422)或E5023(J502)焊条;对要求塑性、韧性及抗裂性较高的重要结构件,选用低氢型E4315(J427)或E5015(J507)焊条。当使用交流焊机焊接时,可选用交直流两用低氢型E4316(J426)或E5016(J506)焊条。
2、不锈钢焊条有五种型号:E430低氢型E431钛型E431氧化铁型E43E4300焊条。对于低碳钢结构件的焊接,通常选用钛钙型的E4303焊条。对于要求具有较高塑性、韧性和抗裂性能的重要结构件,推荐使用低氢型E4315焊条。对于需要焊缝表面美观、光滑的薄板构件,适合选用钛型E4313焊条。
3、焊不锈钢型号的焊条有:E5023焊条,用于低碳钢结构件。E5015焊条,用于塑性、韧性等重要结构件。E5016焊条,用于交流焊机焊接。E4313焊条,对焊缝表面美观、光滑的薄板构件。E4320焊条,用于溶深较大的焊接构件。
4、使用不锈钢253 MA进行制造和焊接 不锈钢253 MA易于通过标准商业程序制造。与碳钢相比,不锈钢更坚韧,并且易于快速加工。然而,在正进料和低速与大量切削液结合的情况下,这种合金的加工硬化倾向可以最小化。不锈钢253 MA可使用传统焊接工艺焊接。填充金属应具有相似的成分,以获得zui大的焊接完整性和性能。
5、选用钛型E4313焊条。对无法很好地消除油锈等脏物和要求溶深较大的焊接构件,选用氧化铁型E4320焊条。对在大量立焊缝的焊接构件,选用立向下焊型E4300焊条。不锈钢焊条是指涂有以不锈钢为原料的一类焊条。可分为铬不锈钢焊条和铬镍不锈钢焊条,广泛应用于化工、化肥、石油、医疗机械制造等行业。
")
")
")
")



