

内径千分尺如何读数?
内径千分尺的读数方法:读固定刻度数;读半刻度数,若半刻度线已露出,记作0.5毫米,若半刻度线未露出,记作0毫米;读可动刻度数,需要估读,记作0.01毫米乘可动刻度线数;最终读数结果为固定刻度数加半刻度数加可动刻度数加估读数。
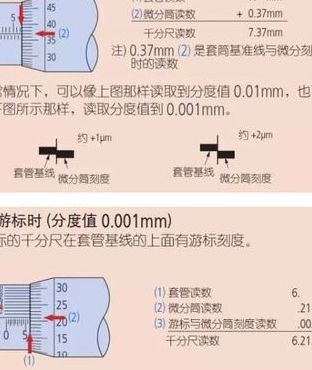
)、先读固定刻度 2)、再读半刻度,若半刻度线已露出,记作 0.5mm;若半刻度线未露出,记作 0.0mm;3)、再读可动刻度(注意估读)。

内径千分尺的读数方法: 观察固定刻度及微分刻度。内径千分尺的测量结果由固定刻度及微分刻度共同组成。固定刻度数值可直接读出,微分刻度则需结合千分尺上的小刻度进行读数。详细解释:内径千分尺是一种精密的测量工具,广泛应用于机械加工、五金制造等领域。其读数步骤主要分为观察固定刻度和微分刻度两部分。
内径千分尺的读数方法包括以下几个步骤: 首先读取固定刻度数。 接着读取半刻度数。如果半刻度线已经露出,则记作0.5毫米;如果半刻度线未露出,则记作负0毫米。 然后读取可动刻度数,需要进行估算,并记作0.01毫米乘以可动刻度线的数目。
内径千分尺和外径千分尺读数区别
内径千分尺的测量方法与外径千分尺相同,测量结果直接显示在屏幕上,直接读出结果即可。千分尺的标准读数方法: 从固定刻度上读取整毫米数。 从可动刻度读取格数,并估读,然后乘以0.01mm。 将固定刻度和可动刻度的读数相加,得到待测长度。
位置和方法不同。内径千分尺就是测量内孔直径的而外径千分尺就是测量外圆直径的,同时也可以测量厚度。内径千分尺在测量及其使用时,必需用尺寸最大的接杆与其测微头连接而外径千分尺的结构由固定的尺架、测砧、测微螺杆、固定套管、微分筒、测力装置、锁紧等。
外径千分尺常简称为千分尺,它是比游标卡尺更精密的长度测量仪器,常见的一种如图所示,它的量程是0-25毫米,分度值是0.01毫米。
内径千分尺如何调零
1、内径千分尺调零步骤: 将内径千分尺的测量端置于非工作状态,即不接触任何物体。 旋转千分尺的微调旋钮,确保测量端归零。 检查并确认零位线是否与基准线对齐。若对齐,则调零完成;若未对齐,进行下一步。 使用专用的工具或扳手,微调千分尺的固定螺丝,直至零位线与基准线对齐。
2、如果零位偏差很小,就用扳手扳动固定套管微调。如果零位偏差比较大则需要将微分筒旋转后移,松开固定套管的紧定螺钉,前移或后移固定套管,对零后再锁紧固定套管。调节时用量面纸将千分尺的测量面擦拭干净,不能有油垢或其它杂质,同样将校对量杆的两测量面擦拭干净,然后在进行调节。
3、首先将千分尺调到测量内孔要求的尺寸,如你举例说的40,将千分尺固定死,再调整杠杆表的测量内孔的部分,使这部分的长度要大于内孔尺寸0.2~0.5,然后将测量部分卡到千分尺上,调校,将百分表壳上0刻度转到指头针逆时针转到最左边的刻度,这个步骤要多调校几次。
4、不同厂家生产的千分尺的调零方法不一样,这里仅是其中一种调零的方法。检查千分尺零位是否校准时,要使螺杆和测砧接触,偶而会发生向后旋转测力装置两者不分离的情形。这时可用左手手心用力顶住尺架上测砧的左侧,右手手心顶住测力装置,再用手指沿逆时针方向旋转旋钮,可以使螺杆和测砧分开。
5、问题一:对;问题二:对;问题三:不管是正时针转还是逆时针转,都应该找到百分表读数的最小值,其原理是两点之间垂线最短;问题四;测量内孔时,表针正转过零向右转在零位的右侧,说明尺寸小于标准尺寸;表针在零线的左侧,说明孔的尺寸大于零,即大于标准尺寸。
")
")
")
")



